
Cuchillos (2ª parte) : El acero y el proceso de producción de los cuchillos.
La calidad de los aceros utilizados en la producción de cuchillos de cocina y su proceso de fabricación influyen en la calidad y precio. De ahí que podemos encontrar cuchillos para la misma función y tamaño, con oscilaciones de precio de venta público que pueden oscilar de 10€ a 100€.

El Acero.
El acero es simplemente la aleación del Hierro con una pequeña proporción de carbono que proporciona gran dureza y elasticidad. Las aleaciones de acero contienen distintos componentes que proporcionan calidades diferentes según las proporciones.
Los aceros al carbono están constituidos por hierro y carbono entre un 0,2 a un 2%
Los aceros inoxidables añaden al acero carbono porcentajes de cromo entre un 12 y un 17%, Molibdeno hasta un 1% o vanadio hasta un 2%.
Estos materiales proporcionan unas propiedades específicas distintas.
El Carbono asegura la dureza. Mientras que el Cromo proporciona la calidad de inoxidable. Este último es más blando, por lo que deben añadirse otros metales para endurecer e impedir que los cuchillos pierdan filo.
Por otro lado el Molibdeno y el Vanadio actúan contra la corrosión y endurecen el acero.
No todos los cuchillos contienen estos componentes en sus aleaciones. Cuantos menos componentes, menos calidad y son más baratos. Las marcas que producen cuchillos de calidad acostumbran a indicar en la hoja o en el embalaje la calidad del acero, mediante las letras Cr para el Cromo, Mo para el Molibdeno, V para el Vanadio y N para el Nitrógeno, si se refuerza con este material.
Diferentes calidades
La calidad X50CrMoV15 muy usada por fabricantes alemanes indica el uso de un acero que contiene un 55% de Carbono un 15% de Cromo, un 0,8% de Molibdeno y un 0,20% de Vanadio. También puede contener menos Cromo y la denominación pasa a X45CrMoV15.
La calidad 4116N es una variedad de la anterior a la que se añade Nitrógeno y mejora en un 25% las propiedades de corte inicial, duración del corte, la resistencia a la corrosión.
Estas aleaciones de acero se producen en lingotes. Estos, una vez laminados se convierten en barras para fabricar los verdaderos forjados o en chapa para fabricar las hojas cortadas.

El tratamiento térmico en la producción de cuchillos.
Una vez se ha producido el cuerpo completo del cuchillo, según vimos en el primer artículo, la hoja se calienta a una temperatura de entre 850 y 1200 grados centígrados aproximadamente. Esta operación llamada templado. Se lleva a cabo bajo atmósfera controlada con adición de un gas específico para evitar la acumulación de incrustaciones. Estas hojas se enfrían a continuación muy rápida y bruscamente sumergiéndolas en agua fría o aceite. El contraste térmico de pasar de alta temperatura a baja temperatura genera una fragilidad en la hoja y el riesgo de que se rompa es muy alto. Para solucionar esta fragilidad es necesario recalentar las hojas a una temperatura de entre 200 y 400° C. Esto se llama «el revenido», y la temperatura estará en función del tipo de acero y de la dureza deseada. Con el revenido se obtienen el carácter y la dureza deseados que varían según cada producto.
Valoración de la dureza de un cuchillo
Esta dureza se valora mediante un índice de medición llamado Rockwell HRC (Hardness Rockwell Scale).
Para cuchillos de uso diario se esperan durezas de entre 52 a 56 HRC, para cuchillos premium se esperan durezas entre 56 y 65 HRC.
La operación del revenido es muy delicada y requiere del control riguroso de los tiempos de calentamiento y enfriamiento, en función de la composición del acero a tratar. La dureza final no es el único criterio de ni es suficiente para confirmar que se ha obtenido una cuchilla de buena calidad. Por ejemplo, si el tratamiento térmico ha sido demasiado rápido, la estructura de acero se altera de modo que la hoja perderá su filo rápidamente con el uso, incluso si tiene una gran dureza. Un tratamiento térmico rápido implica dureza en la superficie, pero fragilidad en el corazón del acero y por eso una hoja blanda o quebradiza, además, sensible a la corrosión.

El acero de Damasco.
Hace pocos años se han puesto de moda los cuchillos con hojas de Damasco. Esto es una técnica muy antigua de forja que provenía de la zona de Persia y de la que se había perdido el conocimiento. Se partía de una aleación llamada wootz, muy especial y con una cantidad de carbono mucho más alta que el standard actual, y unas impurezas que le daban el aspecto característico. El tratamiento térmico variaba en el tiempo del templado y en el del revenido. Esta verdadera técnica de Damasco no es la que se utiliza ahora.

Actualmente, la producción parte de unas chapas de acero que se pueden ir doblando sobre sí mismo formando distintas capas. Así, y tras el proceso de forja, al limpiar y biselar aparece el patrón adamascado en las hojas.
El biselado y afilado.
Una vez tenemos el cuerpo del cuchillo acabado, templado y revenido debemos rebajar la hoja para prepararla para el afilado. Esta operación se llama biselado.
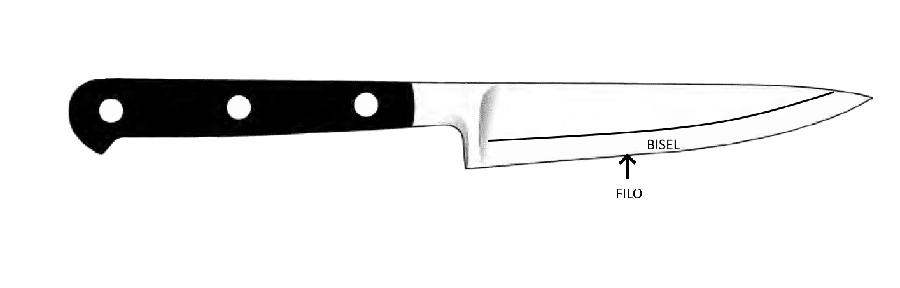
Se rectifica la hoja rebajando la parte que será el área de corte. Este proceso prepara la hoja para el posterior afilado y la hace más resistente. El biselado se puede realizar de diferentes maneras: plano o curvo, por un lado o por los dos lados de la hoja. El tipo de biselado se hace en función de cada tipo de cuchillo y su uso.
Dependiendo del método elegido, el corte, después de afilar, será más o menos cualitativo.
Tipos de Biselados

A. Biselado simétrico plano. Fácil de realizar y el posterior afilado proporciona una buena calidad de corte.
B. Biselado simétrico convexo. Fácil de realizar y resistente, el posterior afilado proporciona una capacidad de corte menos eficiente que el biselado cóncavo.
C. Biselado cóncavo. Más difícil de realizar, pero el afilado proporcionará una excelente capacidad de corte. Su parte negativa es que, al realizar afilados con frecuencia, acaba perdiendo el área de zona de corte.
D. Biselado asimétrico plano. El más fácil de realizar.
E.Biselado asimétrico cóncavo. Más difícil que el asimétrico plano, pero con mejor resultado de corte al afilar.
Tras el biselado se procede al afilado. La pericia y experiencia del operario nos acabará dando un corte perfecto. Se puede afilar mediante piedras afiladoras, amoladoras, a mano o mecánicamente. Para comprobar que el filo del cuchillo sea perfecto, se sostiene en vertical un folio de papel y se efectúa el corte en el lateral del folio. Si el corte es limpio, el afilado es perfecto.

El afilado puede ser en forma de dentado o serrado, también llamado perlado. Se produce para aquellos cuchillos que deben cortar o rebanar alimentos cuyo exterior es más duro que el interior o tiene corteza. Este afilado es muy común en los cuchillos paneros, los de cortar congelados, los chuleteros y los tomateros.
Para el acabado de la hoja se procede al pulido mediante bandas de papel esmeril de grano finísimo rebajando cada vez el grano hasta conseguir un pulido uniforme sin rayas o espejo.
Los alveolos en las hojas de los cuchillos.
Algunos cuchillos tienen unos alveolos en la hoja. Son como unos pequeños huecos en forma oval. Los cuchillos que con frecuencia tienen estos alveolos son los Santoku orientales. De ellos hablaremos en un próximo capítulo, los cuchillos para salmón y más recientemente algunos cuchillos cocineros. La razón de estos huecos es la de reducir el rozamiento entre la hoja y el alimento. De esta forma se desliza mejor y el corte es más fácil.

Operaciones de acabado.
En la producción de cuchillos el número varía según la construcción de cada producto. Estos diferentes pasos y operaciones adicionales contribuyen tanto a un final cualitativo como al acabado estético del producto. Las series de productos más prestigiosas requieren aún, de una participación manual. Aplican el conocimiento artesano y tradicional de cada marca. Es muy particular y especializado, incluso las mejores máquinas muchas veces no pueden igualar.
Las marcas de prestigio marcan al ácido en sus hojas no sólo la marca, sino mucha información respecto al material, la dureza y el lugar de producción.
En el próximo artículo hablaremos de cómo se insertan los distintos tipos de hojas. Su inserción en los mangos, y la fortaleza y seguridad de cada sistema.